Yuqori kuchli strukturaviy moslashtirilgan 6 dyuymli 8 dyuymli issiq haddelenmiş po'latdan yasalgan H nurlari





MAHSULOT ISHLAB CHIQARISH JARAYONI
Tashqi standart H shaklidagi po'latni ishlab chiqarish jarayoni odatda quyidagi asosiy bosqichlarni o'z ichiga oladi:
Xom ashyo tayyorlash: H shaklidagi po'lat ishlab chiqarish uchun xom ashyo odatda po'lat igna hisoblanadi. Po'lat ignani keyinchalik qayta ishlash va shakllantirish uchun tozalash va qizdirish kerak.
Issiq prokatlash: Oldindan qizdirilgan po'lat igna qayta ishlash uchun issiq prokatlash fabrikasiga yuboriladi. Issiq prokatlash fabrikasida po'lat igna bir nechta roliklar yordamida prokatlanadi va asta-sekin H shaklidagi po'latning kesim shakliga keltiriladi.
Sovuq ishlov berish (ixtiyoriy): Ba'zi hollarda, H shaklidagi po'latning aniqligi va sirt sifatini yaxshilash uchun issiq prokatlangan H shaklidagi po'lat ham sovuq ishlov beriladi, masalan, sovuq prokatlash, chizish va boshqalar.
Kesish va pardozlash: Prokatlash va sovuq ishlov berishdan so'ng, H shaklidagi po'lat mijozning talablariga muvofiq ma'lum o'lcham va uzunlik talablariga javob berish uchun kesilishi va pardozlanishi kerak.
Yuzaki ishlov berish: Mahsulotning sirt sifati va korroziyaga chidamliligini ta'minlash uchun H shaklidagi po'latni toza va zangga qarshi ishlov berish.
Tekshirish va qadoqlash: Ishlab chiqarilgan H shaklidagi po'latning sifat tekshiruvini o'tkazing, jumladan, tashqi ko'rinish sifati, o'lchov aniqligi, mexanik xususiyatlari va boshqalarni tekshiring. Sinovdan o'tgandan so'ng, u qadoqlanadi va mijozga jo'natishga tayyor bo'ladi.

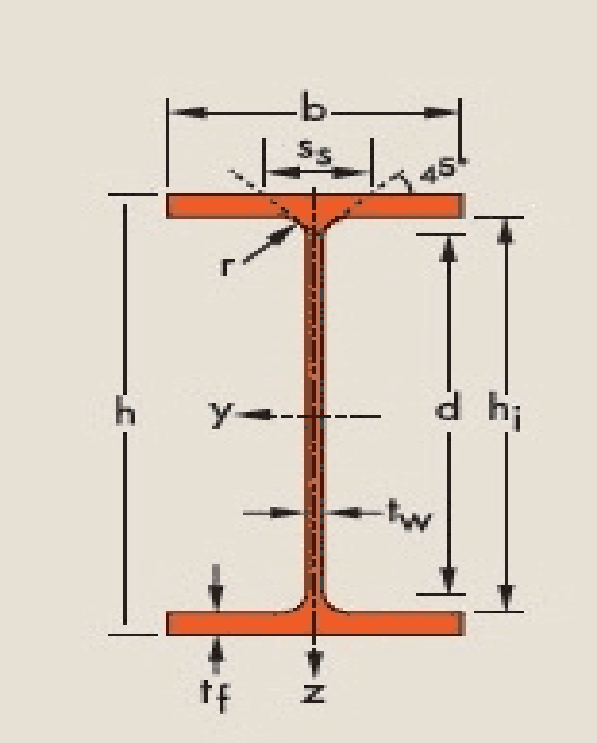
MAHSULOT O'LCHAMI
| Belgilanish | Unt Og'irligi kg/m3) | Standart bo'lim o'lchov mm | Seksiyaviy Ama (sm²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 ta | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| Belgisi | Birlik Og'irligi kg/m3) | Standart bo'lim Dimersiya (mm) | Seksiya Maydon (sm²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
ENH-Shakllangan po'lat
Daraja: EN10034:1997 EN10163-3:2004-yil
Texnik xususiyatlari: HEA HEB va HEM
Standart: EN
XUSUSIYATLARI
1. Ajoyib mexanik xususiyatlar
Kuchli egilishga qarshilik: Katta kesim inersiya momentiga (Ix) ega keng va qalin flanjlar I-nurlaridan sezilarli darajada ustun turadi (bir xil og'irlikda 30%-50% yuqori).
Zo'r siqish barqarorligi: Flanjlar to'rga perpendikulyar bo'lib, natijada yuqori mahalliy burishish kritik kuchlanishi yuzaga keladi, bu esa ularni ustunlarni qo'llab-quvvatlash uchun mos qiladi.
Muvozanatli ikki o'qli qattiqlik: X va Y o'qlarining inersiya momentlari o'xshash (masalan, HM turi), bu esa lateral kuchga ajoyib qarshilik ko'rsatadi.
2. Yengil va tejamkor
Yuqori mustahkamlik-og'irlik nisbati: bir xil yuk ko'tarish qobiliyati uchun oddiy I-nurlarga qaraganda 15%-20% yengilroq (konstruktiv yuklarni va poydevor xarajatlarini kamaytiradi).
Materiallarni tejash: Yuqori kesim samaradorligi po'latdan foydalanishni kamaytiradi (masalan, 30 metrli zavod binosi uchun H-nurlari beton nurlarga qaraganda 40% kamroq po'latdan foydalanadi).
3. Qulay va samarali qurilish
Oson boltlash: Yassi gardish yuzasi yuqori mustahkamlikdagi boltlarni o'rnatishni osonlashtiradi.
Payvandlash ishlarini qisqartirish: Standartlashtirilgan komponentlar zavodda oldindan tayyorlanadi, bu esa tezroq joyida yig'ishni ta'minlaydi (qurilish vaqtini 30% ga qisqartiradi).
4. Yuqori darajada standartlashtirilgan kesma xususiyatlar
Milliy standart (GB/T 11263): HW (keng gardish), HM (o'rta gardish) va HN (tor gardish) seriyalari, 100 × 100 dan 1000 × 300 mm gacha bo'lgan o'lchamlarni qamrab oladi.
Amerika standarti (ASTM A36): W seriyasi (masalan, W12×30) universal qabul qilingan.
MAHSULOTNI TEKSHIRISH
H shaklidagi po'latni tekshirish talablari asosan quyidagi jihatlarni o'z ichiga oladi:
Sirt nuqsonlari
Ruxsat berilmagan:
Chuqurligi 0,3 mm dan katta yoriqlar, chandiqlar yoki burmalar;
Mustahkamlikka ta'sir qiluvchi zang chuqurlari (devor qalinligining 5% dan ortiq chuqurligi);
Rux qoplamasini ajratish (korroziyaga chidamli modellar uchun).
Ruxsat etilgan kichik kamchiliklar:
Mahalliy tirnalishlar ≤ 0,2 mm chuqurlikda;
Pockmark maydoni ≤ 1cm²/m².

MAHSULOT QO'LLANMASI
Tashqi standart H-nurlari qurilish va muhandislik sohalarida keng qo'llaniladi, jumladan, quyidagi jihatlar:
Konstruktiv muhandislik, ko'prik muhandisligi, mashinasozlik, kemasozlik, po'lat konstruksiyalar qurilishi,

QADOQLASH VA YETKAZIB BERISH
Tashqi standart H-nurlarini qadoqlash va tashish odatda quyidagi bosqichlarni bajarishni talab qiladi:
Qadoqlash: H shaklidagi po'lat odatda mijozning talablariga muvofiq sirtini shikastlanishdan himoya qilish uchun qadoqlanadi. Umumiy qadoqlash usullariga yalang'och qadoqlash, yog'och pallet qadoqlash, plastik qadoqlash va boshqalar kiradi. Qadoqlashda H shaklidagi po'latning yuzasi tirnalmagan yoki zanglamasligiga ishonch hosil qilish kerak.
Yorliqlash: Identifikatsiya va boshqarishni osonlashtirish uchun qadoqda mahsulotning aniq ma'lumotlarini, masalan, model, spetsifikatsiya, miqdor va boshqalarni belgilang.
Yuklash: Qadoqlangan H shaklidagi po'latni yuklash va tashishda, mahsulotning shikastlanishiga yo'l qo'ymaslik uchun yuklash jarayonida hech qanday to'qnashuv yoki ekstruziya bo'lmasligiga ishonch hosil qilish kerak.
Transport: Yuk mashinalari, temir yo'l transporti va boshqalar kabi tegishli transport vositalarini tanlang va mijozlar talablari va transport masofasiga muvofiq tegishli transport usulini tanlang.
Yukni tushirish: Belgilangan joyga yetib borganingizdan so'ng, H shaklidagi po'latga shikast yetkazmaslik uchun tushirish jarayoni ehtiyotkorlik bilan bajarilishi kerak.
Saqlash: Namlik yoki boshqa salbiy ta'sirlardan saqlanish uchun H shaklidagi po'latni quruq va shamollatiladigan omborda saqlang.

KOMPANIYA KUCHI

TSS
1. Sizdan qanday qilib kotirovka olishim mumkin?
Siz bizga xabar qoldirishingiz mumkin, biz har bir xabarga o'z vaqtida javob beramiz.
2. Siz tovarlarni o'z vaqtida yetkazib berasizmi?
Ha, biz eng yaxshi sifatli mahsulotlar va yetkazib berishni o'z vaqtida taqdim etishga va'da beramiz. Halollik bizning kompaniyamizning asosiy tamoyilidir.
3. Buyurtmadan oldin namunalar olsam bo'ladimi?
Ha, albatta. Odatda bizning namunalarimiz bepul, biz sizning namunalaringiz yoki texnik chizmalaringiz bo'yicha ishlab chiqarishimiz mumkin.
4. To'lov shartlaringiz qanday?
Bizning odatiy to'lov muddati 30% depozit va qolgan qismi B/L. EXW, FOB, CFR, CIF ga nisbatan.
5. Siz uchinchi tomon tekshiruvini qabul qilasizmi?
Ha, albatta qabul qilamiz.
6. Sizning kompaniyangizga qanday ishonamiz?
Biz po'lat biznesida yillar davomida oltin yetkazib beruvchi sifatida ixtisoslashganmiz, bosh ofisimiz Tianjin provinsiyasida joylashgan, har qanday usulda, har qanday yo'l bilan tekshirishga xush kelibsiz.
Mahsulotlar toifalari
-

ASTM A283 sinfidagi yumshoq uglerodli po'lat plitalar / 6 mm T ...
-

Oldindan bo'yalgan galvanizli po'latdan yasalgan rulonlar PPGI oldindan bo'yalgan...
-

Premium moslashtirilgan AISI Q345 uglerod po'latdan yasalgan H bea...
-

Oldindan bo'yalgan GI po'lat PPGI / PPGL rangli qoplangan G...
-

Issiq daldırma galvanizli yumaloq po'lat quvur / GI quvuri ...
-

Issiq prokatlangan JIS/ASTM standarti 6m 10m po'latdan yasalgan H...